Как изготавливают искусственный камень акрил
Обзоры
Изобретенный в 1968 году американскими учеными, акриловый камень широко вошел в массовое употребление как заменитель дерева и его производных в мебельной промышленности при изготовлении столешниц и других предметов интерьера.
Акриловый камень ценят как его производители, так и потребители: первые за относительно малую себестоимость и простоту производства, вторые — за чрезвычайно привлекательные свойства этого материала.
Состав акрилового камня. Основные ингредиенты
Основу материала составляют акриловые смолы, пигментные вещества и наполнитель.
Тригидрат алюминия (гидроксид алюминия) — порошок белого цвета, который используется в качестве наполнителя при производстве акрилового камня.
Второй базовый ингредиент — метилметакрилат. Это маслянистая жидкость, которая, собственно, и представляет акриловую составляющую.
Тригидрат алюминия и метилметакрилат в совокупности дают 98% состава акрилового камня. Оставшиеся 2% приходятся на добавки, отвечающие за цвет и декор (расцветку) готовых плит — это пигменты, мелкие частицы натурального камня, зеркала и другие.
Самым дорогостоящим компонентом в составе акрилового камня является метилметакрилат, от которого зависит и качество, и свойства готового материала. Метилметакрилат (акриловые смолы) обеспечивает возможность придавать камню различные формы (термоформинг), нагревая его до температуры 150-200 °C.
Второй компонент, тригидрат алюминия, производится из белой глины и широко используется в стоматологии для пломбирования зубов. Этот факт свидетельствует об абсолютной безвредности порошка тригидрат алюминия.
Промышленное производство акрилового камня
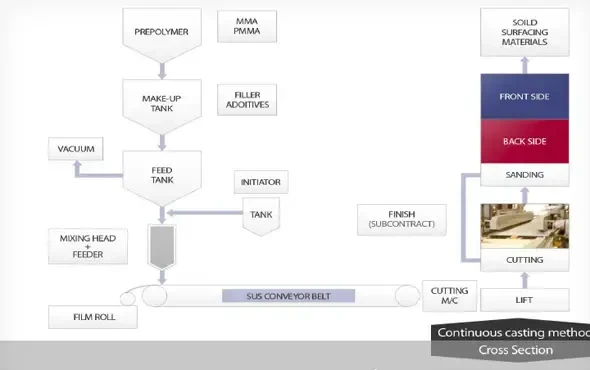
Акриловый камень выпускается в плитах на заводских автоматизированных производственных линиях.
Порошок тригидрата алюминия просеивают и смешивают с метилметакрилатом. Мощные миксеры тщательно перемешивают эти компоненты, к которым в конце замеса добавляются красящие пигменты. В результате получается однородная масса, имеющая консистенцию жидкого теста.
Полученная сырая смесь постепенно выливается на конвейерную ленту формовочных линий и выравнивается.
После отвердения листы моют, калибруют, полируют и режут на плиты заданных размеров.
Лицевая отполированная поверхность плит покрывается защитной транспортировочной пленкой.

На заводах крупных производителей автоматизированная система производства сводит влияние человеческого фактора на нет, что обеспечивает низкий процент брака.
Для высокого качества конечного продукта в цехах создается искусственный микроклимат с фиксированной температурой.
Поделиться: